 E -mail:
E -mail:  Tel:+86-13486478562
Tel:+86-13486478562
 Nyelv
Nyelv Alkalmazási kategóriák
- DK ív -ion bevonat
- DK DLC kemény bevonat
- DK optikai vékonyréteg bevonat
- DK PVD bevonat
- DK porlasztó bevonat
- UV bevonási folyamat
- Milyen előnyei vannak a PVD bevonatnak a hagyományos galvanizálással szemben?
- Melyek a PVD bevonat jellemzői?
- Melyek a PVD bevonat színei?
- Melyek a PVD bevonatok filmtípusai?
- Mi a PVD bevonat vastagsága?
- Milyen szubsztrátot tartalmazhat a PVD ív ion bevonata?



DK ív -ion bevonat
Ív ionbevonat
PVD- fizikai gőzlerakódás
A fizikai gőzlerakódás egyik formája (PVD bevonat) az ívion bevonat. A PVD bevonat története megkezdte az ARC technológiát, amelynek ívhegesztése származik.
Célok
Az elpárologtatandó fém szilárd blokkként (célpont) helyezkedik el a vákuumkamra belsejében. A ragyogó ürítés meggyullad, és a célponton fut, lábnyomot hagyva. Néhány μm átmérőjű célanyag kis foltjai elpárolognak. Az ív mozgását mágnesek vezethetik.
Plazma bevonat
Az elpárologtatott ionizált anyagot plazma bevonatként használják egy olyan terméken, amely a vákuumkamrában forog. Az ív bevonatait szerszámbevonat és alkatrész bevonatként használják.
Példák a bevonatokra
Példák az ARC bevonatára, hogy az ón, Aitin, AICRN, TISIN, TICN, CRCN és CRN bevonat
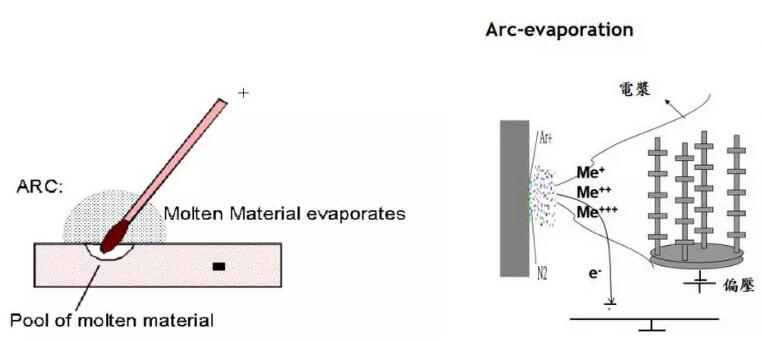
A PVD ARC folyamat vázlatos nézete.
Az ARC bevonat technológiájának jellemzése:
A magas lerakódási sebesség (1 ~ 3 μm/h) magas ionizáció, ami jó tapadást és sűrű bevonatot eredményez, mivel a célt lehűlnek, kevés hőt generálnak a szubsztráthoz, akár 100 ℃ alatti hőmérsékleten történő bevonat is elpárologhat, így a fennmaradó szilárd célt a kompozícióban változatlanul nem változhat. A katódok bármilyen helyzetbe helyezhetők (vízszintes, függőleges, fejjel lefelé), ami lehetővé teszi a rugalmas géptervezést.
Az ARC bevonat technológiájának fő hátrányai:
Korlátozott típusú célanyagok - csak fémek (nincs oxid) -, amelyeknek a nagy áramsűrűség miatt nincs túl alacsony párolgási hőmérséklete, a célanyag bizonyos mennyiségét kis folyadékcseppekként dobják ki.
Részletes információk
 Tel: +86-13486478562
Tel: +86-13486478562 FAX: +86-574-62496601
FAX: +86-574-62496601 E -mail: [email protected]
E -mail: [email protected] Address: No. 79 West Jinniu Road, Yuyao, Ningbo City, Zhejiang Provice, Kína
Address: No. 79 West Jinniu Road, Yuyao, Ningbo City, Zhejiang Provice, Kína
